服务内容
航空发动机在役零件所处的工作环境比较复杂,零件表面易生产各种不同种类的缺陷,因此,航空发动机在维修和保养中,经常要渗透检测零件表面是否存在缺陷。
中蓉作为工业无损检测企业拥有CNAS、CMA资质,服务优势在于以更短的检测检验周期和更优惠的服务价格,为客户节约成本和周期,帮助客户快速获取准确有效数据,并为客户提供后期技术服务支持。
航空发动机在役零件的特点
航空发动机在工作中,各部件受到高温,高压、应力、震动、腐蚀、气流冲刷等的影响,可能在零件上产生不同类型的缺陷。在役零件的表面特点、预处理方法、渗透检测过程控制及缺陷的辨别解释等与新品零件的渗透检验有很大的差异。因此,探究在役零件的渗透检测具有重要的意义。
航空发动机在役零件的缺陷类型
1.表面疲劳裂纹
航空发动机上的零件在服役过程中,由于受到各种机械应力、交变载荷的作用,从而极易产生表面疲劳裂纹。此类裂纹的特点是:从表面向内部扩展。
2.表面应力的腐蚀裂纹
| 腐蚀的分类 | 航空发动机的零配件大部分都属于金属材料,这些零部件在服役中,易产生金属腐蚀,金属腐蚀形成机理分为化学腐蚀和电化学腐蚀;按腐蚀特征可分为均匀腐蚀和局部腐蚀;根据环境条件分为大气腐蚀、海水腐蚀、土壤腐蚀和特点条件下的腐蚀。 |
|---|
| 应力腐蚀裂纹的形成机理 | 金属材料的腐蚀敏感性与材料本身及环境条件有关,零件在工作中受到应力和腐蚀的双重作用,在零件表面或内部产生晶间腐蚀裂纹,形成多为无规划排列的微型孔洞,可单个出现,也可以成束出现,并沿着晶界向任意方向扩展。 |
|---|
| 零件上原有缺陷扩展 | 新品零件本身原有的缺陷在工作中受到应力腐蚀或交变载荷的作用,使原有缺陷产生的扩展。 |
|---|
3.航空发动机在役零件的渗透检测方法
根据在役零件欲检出缺陷的类型和表面的特点,零部件的分解程度及修理中的要求,可以采用着色渗透检测或荧光渗透检验两种。
着色渗透检测适用于大型组合零件的局部检验,而且零件对检测灵敏度要求不高,该方法主要应用于机匣壳体焊缝及管路焊缝等的裂纹检查,以及某些不能分解的组合件的检查。由于在使用中被检查部位可能被漆层或其它油污等覆盖,因此应对检验表面进行彻底清理。要是没有对被检部位进行彻底清理,很可能在显像后产生难以分辨的背底,从而造成漏检的后果。
GJB2367A中明确规定,“对于航空产品的成品件及返修讲的验收,不宜采用着色渗透检验”。
因此,对于飞机发动机的在役零件的修理应采用荧光渗透检验。 从预处理开始就应对表面的污染物彻底清理,并使用溶剂进行清洗,以去除表面的油污,积炭,锈蚀,烧蚀等。为了是缺陷中的堵塞的污物充分发挥出来,在役零件的烘干温度应高于新品零件的干燥温度,通常不同状态零件对应不同烘干温度。由于在役零件欲检出的缺陷非常细嫩,故要求渗透时间长。当检测应力腐蚀裂纹或晶间腐蚀裂纹时,渗透时间长达4小时,有时甚至还要更长时间。
在役零件的检验中,零件的预清洗特别重要。首先,零件表面的油漆、橡胶密封剂等都应去除。其次,疲劳裂纹、应力腐蚀裂纹及晶间腐蚀裂纹等常被油污或腐蚀产物所污染。这些污染物都应清理掉。最后,装配系统的部件需要拆开,螺栓和其他连接需要拆除,被检件上的油污应清洗干净。清洗的方法可采用蒸汽喷射、溶剂清洗或液体腐蚀等,也可以采用化学腐蚀去除漆层。
4.航空发动机在役零件缺陷的判定
航空发动机在役零件缺陷的判定有其特殊性,疲劳裂纹因其细而尖,显示不明显,操作者应对零件的受力状况及部位应该有所了解才能正确的判定缺陷。
5.结论
通过对航空发动机在役零件渗透检验的探头,可获得以下结论:
中蓉的无损检测设备齐全、检测方法完善、检测技术娴熟、持证人员多、检测经验丰富、检测结果准确、具备CMA、CNAS等资质,同时还具备特检资质,提供专业的第三方无损检测报告。
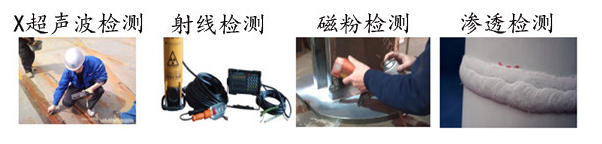
中蓉的无损检测探伤5大检测的方法:
| 磁粉检测 (MT) | 磁场作用,检测出表面及近表面的缺陷 |
|---|
| 渗透检测(PT) | 毛细管作用,表面开口缺陷 |
|---|
| 涡流检测(ET) | 电磁感应作用,表面及近表面缺陷,压力容器 |
|---|
| 超声波检测(UT) | 超声波反射原理:内部缺陷,对面积型缺陷(裂纹、未融合)较为敏感 |
|---|
| 射线照射(RT) | 射线衰减原理:内部缺陷,对体积型缺陷(气孔、夹渣)较为敏感 |
|---|








